TDI
provides a variety of parts to wire manufacturers throughout North
and South America. Listed below are the products we offer and the
reasons why you will find them to be superior to similar products
on the market.
Ceramic Materials
Large
Ceramics
used in wire drawing. The following products are
typical of what we produce, although they are not the only products
we manufacture for wire drawing machines:
Step Cones - We provide both monolithic ceramic cones and metal and
ceramic assemblies. Our engineers have many years of experience
in design, production, and installation and can help you solve your
most difficult problems in wire drawing. Our designs provide for
products that provide long life, cost effectiveness and ease of
maintenance.
Capstans - Capstans come in all sizes and shapes. Our manufacturing
experience allows us to provide you the best solution to both solid
ceramic capstans and metal and ceramic assemblies. We have the capability
to dynamically balance each capstan so the capstan will run true
and without vibration.
Pulleys - We provide a wide range of pulleys made of aluminum
(both coated with a tungsten carbide material and without) and ceramic
and aluminum assemblies, plastic flanged with ceramic roots with
"v" root, "U" root, and flat designed root.
We can provide pulleys in all sizes and shapes from high speed applications
to dancer assemblies. Provide with and without bearing assemblies.
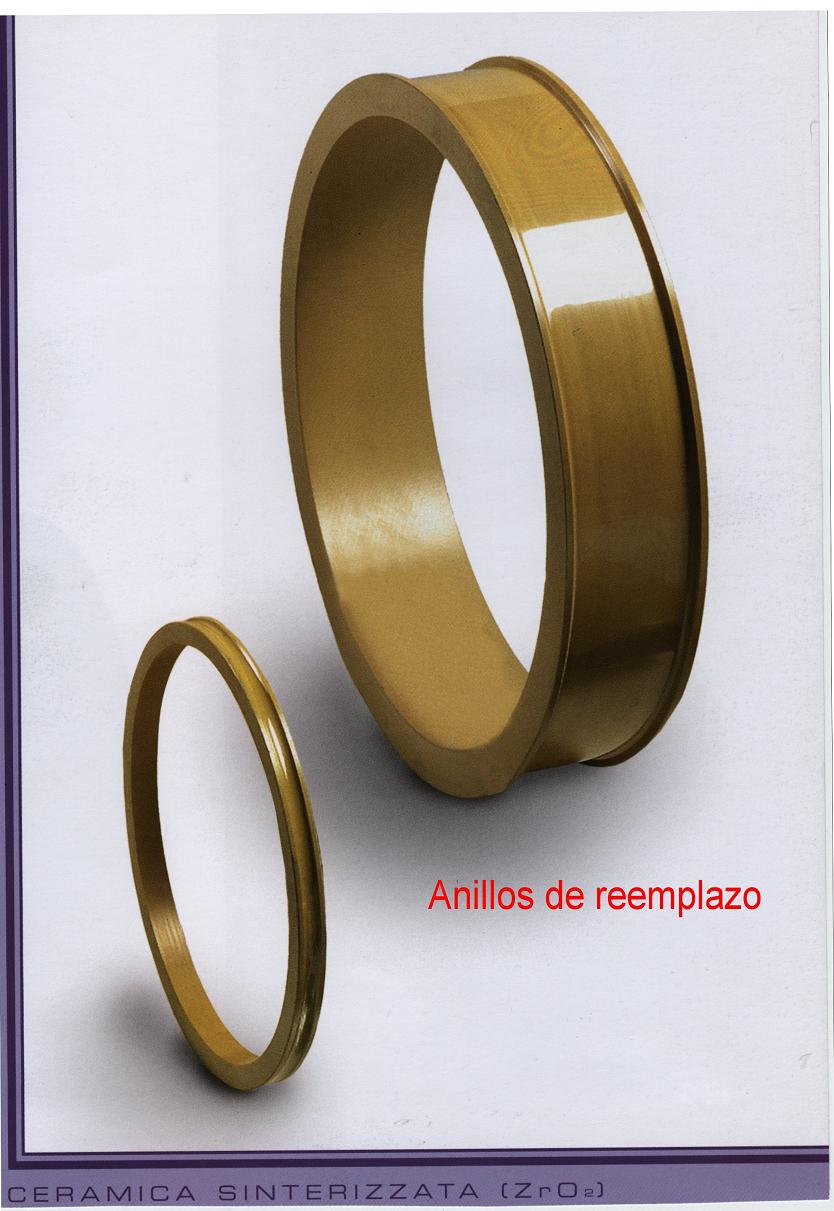
Rings - TDI provides drawing rings from about 22"
down to small ODs with ground tolerances to +/- 0.001. We provide
both solid ceramic rings (longer life) and tungsten carbide coated
rings (very cost effective).
Rollers - Made in both Zirconia and Alumina these rollers
provide long life and ease of service.
Metal and ceramic assemblies - Our engineering capabilities
are unsurpassed as evidenced by our years of experience, design
capability and problem solving. Combined with our years of sales
and service experience we can provide you designs that match any
currently available products or we can offer new designs for your
application that will improve efficiencies and output. Best of all
we have the ability to troubleshoot your problems and recommend
solutions based on our experience and engineering expertise. We
can engineer the ceramic to fit your current metal design.
Custom Engineered Solutions
Opportunity: Reduce the down time when changing the ceramic rings
on a Rod Breakdown Machine (RBD). In the current design of the RBD the carriers are installed
with a shrink fit to the shaft. This is done because of the high torque used in the RBD machines
and to help prevent damaging the keyways.
Current Procedure: When the ceramic
rings need to be replaced on a RBD machine the metal carriers must be heated so that they can be
removed or installed on the shafts of the machine. Pullers are used to remove the assembly from the
shaft, and sometimes a port-a-power must be used to install the assembly. The shafts on the machine
can be damaged during this process. Additionally, the heated assembly
increases the risk of injury to the technician working with the hot and very heavy assembly. The down
time required to heat the carriers enough to expand them so that they can be
removed or installed from
the shafts is time lost producing wire.
The Challenge: Design the metal carriers so that they can be easily removed from the
shafts but still prevent damage to keyways due to the high torque and continue to use the standard
ceramic rings, so that the customers’ current inventory can be used. Also, the overall length of
the assembly must be the same size and continue to use the current shafts in the RBD machines.
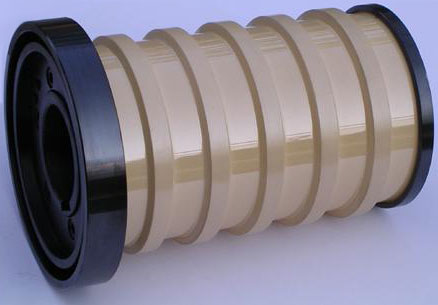
Engineered Solution: The hubs of the metal carriers have been redesigned so
that two keyless bushings are now used. The keyless bushings allow the assembly to “slip”
on and off the shafts without shrink fitting. Instead of using an individual assembly for each
step; now there is a step #1 – 2 combination and an individual step #3 assembly. The only
required modification to the machine is to trim the key stock. This new design also has an end cap
with two O-rings to prevent the copper fines from coming into contact with the keyless bushings so
that they can be kept clean during machine operation. This end cap also helps to reduce shaft
erosion due to the electrolysis that occurs when the copper comes into contact with the steel
shaft. Complete installation procedures are available by contacting
us This engineered solution now allows
all of the ceramic rings to be changed by 1 technician in an 8 hour shift; compared to the
minimum 24 hours of down time that it previously took.
Guide rolls - We can provide a variety of ceramic
materials to replace your current tool steel guides and pinch rolls.
Customers who use our ceramic rolls can reduce scrap, improve operational
efficiencies (less downtime) , reduce maintenance costs and increase
quality. We can provide custom designs based on our years of experience.
Drawblocks - Our drawblocks are both standard designs and
custom engineered to fit your requirements.
Materials
Alumina -
Our Alumina is a fine grain material offering extreme hardness, exceptional
corrosion resistance and withstands temperatures up to 1500 degrees
F. This material is widely used for small eyelets and guides and has
exceptional wear resistance.
Zirconia -
A highly fracture resistant material and is the premium
ceramic material used in wire drawing today. This material provides a highly polished surface that
produces fewer blemishes on wire surfaces. Our partner, RTP
Paganoni, has developed two formulas for Zirconia (yellow and
white) each with different characteristics to best meet your needs.
Small Ceramics
- In guiding wire throughout the wire manufacturing
process are typically made from Alumina Ceramic. Our partner, Keir
Manufacturing, has developed manufacturing processes that allow
them to produce a variety of special application parts at competitive
prices. They produce their own raw materials that are superior to
other ceramics on the market. Alumina has exceptional hardness and
because of its composition it is the ideal material for the following
parts:
Guides
Eyelets
Small Pulleys
"U" guides
Rods
Tubes
Flat Plates / Blocks use on Niehoff Machines
Air Wipes
The Need for Air Wipes
It is essential that extruded products, such as wire and cable, be economically dried
following immersion into cooling solutions. The removal of water and other cooling solutions is
necessaryto insure proper inspection, testing, printing and packaging. Equally essential is
the use of the most cost effective drying system. This not only pertains to the unit cost but also
the energy cost needed to operate the system.
How Does an Air Wipe Work?
The air wipe works by creating turbulence around the wire or cable. The turbulence
is created by controlling the direction and flow of the compressed air. What makes the KEIR air wipe
so unique is that the patented design relies on the controlled use of compressed air which is allowed to
decompress to atmospheric pressure within the chamber size to the wire(s) according to a proprietary
formula and does not depend on high volume air flow. The air accelerates to nearly the speed of
sound in a thin layer surrounding the wire. This release of Kinetic energy stored when the air was
compressed does far more work than other systems which rely on high volumes of air. The
configuration of the air chamber within the ceramic inserts keeps the wire centered within the
airflow. This design also discourages the entrainment of ambient air which typically dilutes the
energy available to dry the wire.
Why is the KEIR Air Wipe so Economical?
The cost to produce compressed air is expensive. In KEIR'S patented design the
amount of compressed air needed to a controlled air flow air wipe is significantly less than that of an
open line or adjustable air wipe. The cost to produce the compressed air for a controlled air flow
air wipe is also significantly less than the cost to operate a centrifugal blower. The KEIR air wipe
has been engineered to work at 60 psi.
What Other Factors Effect Efficient Drying?
Various parameters have an effect on drying. These include line speed,
material size, the viscosity and quality of the solution being removed, the temperature of the product
as it leaves the cooling trough, and the quality of the air being supplied.
Line speed is one of the most important aspects of drying. The amount of time
available for a product to spend inside the air wipe affects the end result. Obviously, the greater
the line speed the more difficult it will be to dry. Some applications may require multiple units to
produce a satisfactory result.
Clean, dry air is needed for maximum efficiency. It is also important to note that
very contaminated or oily solutions can end up introducing and attracting other contaminants to the
product surface.
Why is Proper Sizing of the Air Wipe so Important?
In order to obtain maximum drying power yet still maintain the lowest possible air
consumption it is critical to "size" the air wipe. This means that the diameter of the wire will
dictate the size of air wipe needed. Generally speaking, the diameter of the product is in the range
of 50-90% of the air wipe orifice size. This will ensure sufficient clearance to allow the air to
circulate around the product. Too large or too small of a gap between the wire and air wipe chamber
will not allow sufficient air flow to effectively remove the liquid. The wire size range covered by one
Air Wipe size is dependent on the maximum compressed air pressure available to the production line.
The Bottom Line
The KEIR designed and patented air wipe is a far more effective method that does not
rely on the use of high volume air flow. This air wipe system goes by the name of
Frontiersman, with two designs called the SureShot and the
SplitShot. Each design utilizes high density alumina ceramic along the wire path
for superb air wipe longevity. These ceramic pieces are easily replaced. The low CFM combined
with effective drying and reduced noise is a great reason to consider the KEIR air wipe to replace your
current air wipes.
Keir Manufacturing
produces the only Patented air wipe on the market.
Other manufacturers just blow air in an attempt to remove liquid from
wire, Keir's air wipe effectively removes the liquid with less noise
at lower psi thereby reducing your cost to produce compressed air.
Two styles are available:
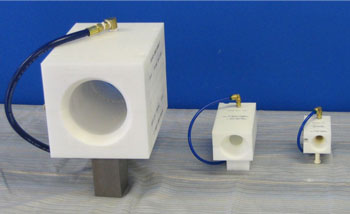
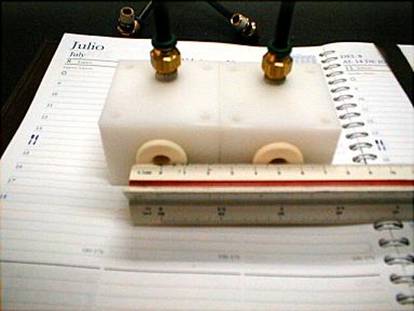
The SureShot
is designed for bare wire. It has
a cylindrical ceramic insert (replaceable) pressed into a polymer
mount and seals with O-rings. This model can easily be made into 'gang' assemblies for multi-wire
applications.
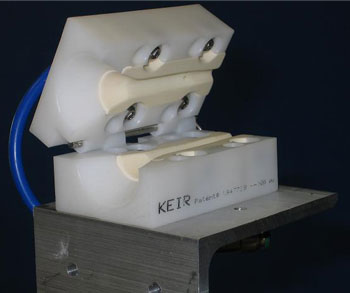
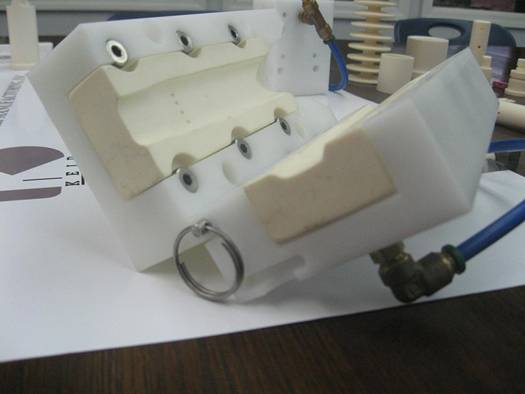
The SplitShot is a clam shell design used for jacketed wire and cable. The
design allows for welds or extrusion bulges to pass through without
damage. Ceramic inserts line the wire path and keep the wire centered
within the powerful air stream. The polymer housing has an integral
hinge that can take abuse, yet comes apart easily for service or ceramic
replacement.
Both of these air wipes can operate at line speeds up to 7000 fpm.
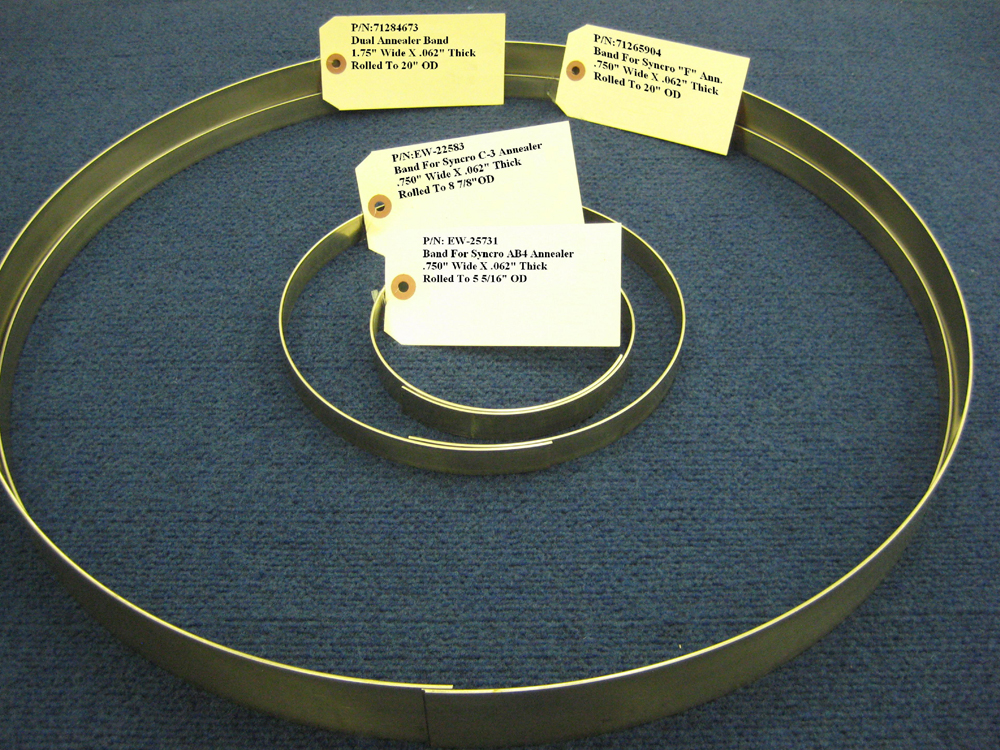
Annealing Hubs, Rings, Bands
TDI
manufactures nickel plated annealing hubs that are hardened. These
highly polished hubs are proven to last longer than competitive products.
Our tolerances are exact and concentricity, parallelity and dimensions
make these annealing products what you want on your annealers.
Flyer Bows
These bows are made in sizes up to
20 plus feet long for over 60 different machine manufacturers. We
provide bows for twisters, twinners quadders, and bunchers. Flyer
bows can be made from fiberglass, glass Kevlar composite, and carbon
fiber. In addition to providing bows, we also offer ceramic and tungsten
carbon guides, and holders in addition to a variety of wear strips
to fit your bow.
Other
products requiring wear resistant surfaces that we provide:
Thermal Spray Coatins on Capstans
Pulleys
Rings Using Chrome Oxide
Tungsten Carbide
Alumina
Zirconia Oxide
Pulleys with or without bearings made of ceramic or metal with thermal
sprayed coatings. These products are ground and then polished to less
than 4 microinches RA.
Hard Coated Sprayed Surfaces
TDI can supply both Hot and Cold coatings
Diamond 2000 is a hot coating that is principally
composed of tungsten carbide combined with other materials such as nickel, cobalt and chrome. The
biggest advantage of
Diamond 2000 is that this coating is sprayed on the piece and as a
consequencethe coating is much more wear resistant. This coating is recommended for simple shapes because of the
size:price ratio. Diamond 2000 is a very reliable coating and has been used for over 30 years.
CHARACTERISTICS:
This exclusive carbide mix is used to coat steel cones and rings, then machined and lapped to exacting tolerances.
This type of coating providesan exceptional life. Extensive studies and tests with "Diamond 2000",
have shown the perfect grit size to give exceptional wire pulling.
A superb level of finishing is attainable on this type of coating.
APPLICATION:
Diamond 2000 coating is suitable both for ferrous and non
ferrous wires.
Diamond 3000 is a cold coating with a very
high tungsten carbide content combined with a low percentage of other elements including nickel, cobalt and chrome. As
a consequence it is harder than
Diamond 2000 and the process is faster.
Therefore it is priced
very competitively.
This coating is recommended for large shapes such as capstans with a big diameter of up
to 1200mm. This coating can replace ceramic coating on the capstans because we can coat the capstans for
all surfaces without the need to harden it.
Diamond 3000 is better than ceramic coatings due to its thermal
properties. In fact, it is made of metallic elements which can better diffuse the heat thus obtaining
cooler wire during the wire drawing process. For bigger shapes the price is more competitive than other
coatings and on the small capstans the price is more favorable compared to ceramic.
TECHNICAL FEATURES:
• Carbide Agglomerate
• Hardness HRD 60.0 - 61.0
ADVANTAGES / APPLICATION:
• Excellent resistance to wear and hard abrasion.
• Strong adhesion to any type of material.
• Being a non-insulaing coating, it permits heat to disperse throughout the wire.





 Large
Ceramics
used in wire drawing. The following products are
typical of what we produce, although they are not the only products
we manufacture for wire drawing machines:
Large
Ceramics
used in wire drawing. The following products are
typical of what we produce, although they are not the only products
we manufacture for wire drawing machines:
 Reduce the down time when changing the ceramic rings
on a Rod Breakdown Machine (RBD). In the current design of the RBD the carriers are installed
with a shrink fit to the shaft. This is done because of the high torque used in the RBD machines
and to help prevent damaging the keyways.
Reduce the down time when changing the ceramic rings
on a Rod Breakdown Machine (RBD). In the current design of the RBD the carriers are installed
with a shrink fit to the shaft. This is done because of the high torque used in the RBD machines
and to help prevent damaging the keyways. The Challenge: Design the metal carriers so that they can be easily removed from the
shafts but still prevent damage to keyways due to the high torque and continue to use the standard
ceramic rings, so that the customers’ current inventory can be used. Also, the overall length of
the assembly must be the same size and continue to use the current shafts in the RBD machines.
The Challenge: Design the metal carriers so that they can be easily removed from the
shafts but still prevent damage to keyways due to the high torque and continue to use the standard
ceramic rings, so that the customers’ current inventory can be used. Also, the overall length of
the assembly must be the same size and continue to use the current shafts in the RBD machines. We can provide a variety of ceramic
materials to replace your current tool steel guides and pinch rolls.
Customers who use our ceramic rolls can reduce scrap, improve operational
efficiencies (less downtime) , reduce maintenance costs and increase
quality. We can provide custom designs based on our years of experience.
We can provide a variety of ceramic
materials to replace your current tool steel guides and pinch rolls.
Customers who use our ceramic rolls can reduce scrap, improve operational
efficiencies (less downtime) , reduce maintenance costs and increase
quality. We can provide custom designs based on our years of experience. -
Our Alumina is a fine grain material offering extreme hardness, exceptional
corrosion resistance and withstands temperatures up to 1500 degrees
F. This material is widely used for small eyelets and guides and has
exceptional wear resistance.
-
Our Alumina is a fine grain material offering extreme hardness, exceptional
corrosion resistance and withstands temperatures up to 1500 degrees
F. This material is widely used for small eyelets and guides and has
exceptional wear resistance.
 The Need for Air Wipes
The Need for Air Wipes
 How Does an Air Wipe Work?
How Does an Air Wipe Work?
 Why is the KEIR Air Wipe so Economical?
Why is the KEIR Air Wipe so Economical?
 What Other Factors Effect Efficient Drying?
What Other Factors Effect Efficient Drying?
 Why is Proper Sizing of the Air Wipe so Important?
Why is Proper Sizing of the Air Wipe so Important?
 The KEIR designed and patented air wipe is a far more effective method that does not
rely on the use of high volume air flow. This air wipe system goes by the name of
Frontiersman, with two designs called the SureShot and the
SplitShot. Each design utilizes high density alumina ceramic along the wire path
for superb air wipe longevity. These ceramic pieces are easily replaced. The low CFM combined
with effective drying and reduced noise is a great reason to consider the KEIR air wipe to replace your
current air wipes.
The KEIR designed and patented air wipe is a far more effective method that does not
rely on the use of high volume air flow. This air wipe system goes by the name of
Frontiersman, with two designs called the SureShot and the
SplitShot. Each design utilizes high density alumina ceramic along the wire path
for superb air wipe longevity. These ceramic pieces are easily replaced. The low CFM combined
with effective drying and reduced noise is a great reason to consider the KEIR air wipe to replace your
current air wipes.
 The SureShot
is designed for bare wire. It has
a cylindrical ceramic insert (replaceable) pressed into a polymer
mount and seals with O-rings. This model can easily be made into 'gang' assemblies for multi-wire
applications.
The SureShot
is designed for bare wire. It has
a cylindrical ceramic insert (replaceable) pressed into a polymer
mount and seals with O-rings. This model can easily be made into 'gang' assemblies for multi-wire
applications. The SplitShot is a clam shell design used for jacketed wire and cable. The
design allows for welds or extrusion bulges to pass through without
damage. Ceramic inserts line the wire path and keep the wire centered
within the powerful air stream. The polymer housing has an integral
hinge that can take abuse, yet comes apart easily for service or ceramic
replacement.
The SplitShot is a clam shell design used for jacketed wire and cable. The
design allows for welds or extrusion bulges to pass through without
damage. Ceramic inserts line the wire path and keep the wire centered
within the powerful air stream. The polymer housing has an integral
hinge that can take abuse, yet comes apart easily for service or ceramic
replacement.
 TDI
manufactures nickel plated annealing hubs that are hardened. These
highly polished hubs are proven to last longer than competitive products.
Our tolerances are exact and concentricity, parallelity and dimensions
make these annealing products what you want on your annealers.
TDI
manufactures nickel plated annealing hubs that are hardened. These
highly polished hubs are proven to last longer than competitive products.
Our tolerances are exact and concentricity, parallelity and dimensions
make these annealing products what you want on your annealers.
 These bows are made in sizes up to
20 plus feet long for over 60 different machine manufacturers. We
provide bows for twisters, twinners quadders, and bunchers. Flyer
bows can be made from fiberglass, glass Kevlar composite, and carbon
fiber. In addition to providing bows, we also offer ceramic and tungsten
carbon guides, and holders in addition to a variety of wear strips
to fit your bow.
These bows are made in sizes up to
20 plus feet long for over 60 different machine manufacturers. We
provide bows for twisters, twinners quadders, and bunchers. Flyer
bows can be made from fiberglass, glass Kevlar composite, and carbon
fiber. In addition to providing bows, we also offer ceramic and tungsten
carbon guides, and holders in addition to a variety of wear strips
to fit your bow.
 Other
products requiring wear resistant surfaces that we provide:
Other
products requiring wear resistant surfaces that we provide:
 Diamond 2000 is a hot coating that is principally
composed of tungsten carbide combined with other materials such as nickel, cobalt and chrome. The
biggest advantage of
Diamond 2000 is that this coating is sprayed on the piece and as a
consequencethe coating is much more wear resistant. This coating is recommended for simple shapes because of the
size:price ratio. Diamond 2000 is a very reliable coating and has been used for over 30 years.
Diamond 2000 is a hot coating that is principally
composed of tungsten carbide combined with other materials such as nickel, cobalt and chrome. The
biggest advantage of
Diamond 2000 is that this coating is sprayed on the piece and as a
consequencethe coating is much more wear resistant. This coating is recommended for simple shapes because of the
size:price ratio. Diamond 2000 is a very reliable coating and has been used for over 30 years.
 Diamond 3000 is a cold coating with a very
high tungsten carbide content combined with a low percentage of other elements including nickel, cobalt and chrome. As
a consequence it is harder than
Diamond 2000 and the process is faster.
Therefore it is priced
very competitively.
This coating is recommended for large shapes such as capstans with a big diameter of up
to 1200mm. This coating can replace ceramic coating on the capstans because we can coat the capstans for
all surfaces without the need to harden it.
Diamond 3000 is better than ceramic coatings due to its thermal
properties. In fact, it is made of metallic elements which can better diffuse the heat thus obtaining
cooler wire during the wire drawing process. For bigger shapes the price is more competitive than other
coatings and on the small capstans
Diamond 3000 is a cold coating with a very
high tungsten carbide content combined with a low percentage of other elements including nickel, cobalt and chrome. As
a consequence it is harder than
Diamond 2000 and the process is faster.
Therefore it is priced
very competitively.
This coating is recommended for large shapes such as capstans with a big diameter of up
to 1200mm. This coating can replace ceramic coating on the capstans because we can coat the capstans for
all surfaces without the need to harden it.
Diamond 3000 is better than ceramic coatings due to its thermal
properties. In fact, it is made of metallic elements which can better diffuse the heat thus obtaining
cooler wire during the wire drawing process. For bigger shapes the price is more competitive than other
coatings and on the small capstans 